

Инверторный сварочный полуавтомат
Сравнительно новый класс сварочного оборудования – инверторы – появился вместе с очередными успехами силовой электроники: внедрением сначала MOSFET, а затем и IGBT транзисторов. Благодаря тому, что эти приборы работают на повышенных частотах, вплоть до сотен кГц, оказывается возможным уменьшить трансформатор вплоть до того, что он весит не более 250–300 граммов и имеет соответствующий размер. Это влияет также на вес и габариты самого аппарата. Инверторы успешно применяются для обычной электродуговой сварки и для аргонодуговой. В настоящее время IGBT полностью вытесняют из употребления тиристорные преобразователи.
Содержимое
Инвертор против сварочного трансформатора
 Трансформатор в инверторе выполнен на очень компактном ферритовом кольцевом сердечнике, небольшим количеством витков медного провода. Но не только резкое уменьшение массы и объема основного компонента сварочного аппарата несет с собой появление инверторов. Это еще и очень широкий диапазон токов и режимов работы, а также различных вспомогательных функций, облегчающих работу сварщиков, особенно начинающих. Это становится возможным благодаря встроенному микропроцессорному контроллеру, делающего инверторный аппарат весьма «умным».
Трансформатор в инверторе выполнен на очень компактном ферритовом кольцевом сердечнике, небольшим количеством витков медного провода. Но не только резкое уменьшение массы и объема основного компонента сварочного аппарата несет с собой появление инверторов. Это еще и очень широкий диапазон токов и режимов работы, а также различных вспомогательных функций, облегчающих работу сварщиков, особенно начинающих. Это становится возможным благодаря встроенному микропроцессорному контроллеру, делающего инверторный аппарат весьма «умным».
Устройство инвертора
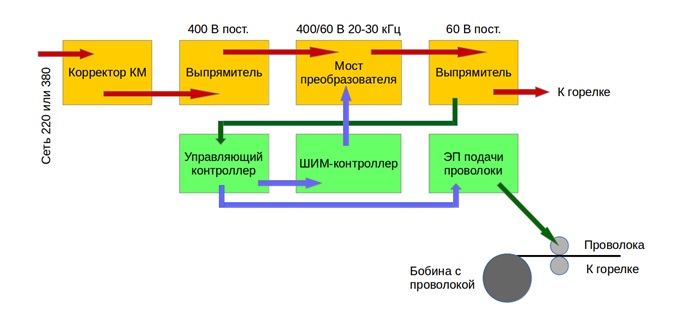
Картинка выше изображает, как устроен инверторный полуавтомат. В зависимости от мощности инвертор подключают или к однофазной сети 220 В или к трехфазной 380. На входе стоит корректор коэффициента мощности, обязательная принадлежность всех сертифицированных импульсных источников питания выше 200 Вт. Затем выпрямитель выпрямляет сетевое напряжение для питания преобразователя на мощных IGBT-транзисторах.
Ключевые транзисторы поочередно подключают первичную обмотку трансформатора в переменной полярности к выпрямителю и тем самым создают в ней переменный ток частоты, значительно более высокой, чем сетевая. Вторичная обмотка трансформирует магнитный поток в меньшее напряжение, но с большим током что как раз нужно для сварки. Вторичный выпрямитель выпрямляет полученное напряжение.
Нужно отметить роль ШИМ-контроллера. Это управляемый генератор импульсов. Он позволяет изменять ширину импульса, открывающего ключи, и тем самым количество энергии, передаваемого через трансформатор во вторичные цепи. Так можно регулировать сварочный ток в полном диапазоне и этим выполнять ряд очень ценных функций, которые перечисляются ниже. Иногда выходной выпрямитель делают управляемым чтобы обращать полярность тока и выбирать различные режимы сварки без дополнительных переключений.
- Регулирование сварочного тока.
- Стабилизация сварочного тока.
- Антизалипание электрода (anti-sticking).
- Усиление дуги (arc-force).
- Горячий пуск (hot-start).
Регулирование и стабилизация — это, по существу, одно и то же. Стабилизация – это регулирование тока или напряжения относительно заданного опорного уровня, таким образом, чтобы разница в очень короткое время сходилась к нулю. Функция антизалипания – это такой алгоритм управляющего контроллера, который быстро отключает ШИМ-модулятор, если напряжение в сварочной цепи близко к нулю. Тогда удается быстро и легко оторвать прихваченный электрод.
Усиление дуги – это фактически не что иное, как стабилизация ее тока на длинной дуге, когда ток естественным образом ослабевает, так как на самом столбе дуги падает определенное напряжение. Горячий пуск – кратковременное увеличение тока в момент возбуждения дуги, хорошо помогает поджечь дугу на окисленных поверхностях металла.
Все перечисленные функции, умело настроенные, делают работу начинающего сварщика комфортной, а опытному сварщику дают возможность показать все, на что он способен. В отношении полярности тока и режимов сварки инвертор способен буквально на все. Это дает возможность варить любые, в принципе свариваемые пары металлов.
Головка полуавтомата
 Инвертор для сварки алюминия дополняется некоторыми необходимыми приспособлениями. Сварочная проволока подается в горелку с определенной скоростью, пропорциональной сварочному току. Кроме того, подается защитный (metal inert gas, MIG) или восстановительный (metal active gas, MAG) газ. Это необходимо, иначе аппарат инвертор не сможет создать шов. Проволока подается по оси горелки, она же является электродом. Это справедливо только для самого конца проволоки, а основная часть тока идет по медной плетенке, которая окружает шланг для подачи проволоки и газа. На конце проволока проходит через контактную втулку? по которой стекает весь ток.
Инвертор для сварки алюминия дополняется некоторыми необходимыми приспособлениями. Сварочная проволока подается в горелку с определенной скоростью, пропорциональной сварочному току. Кроме того, подается защитный (metal inert gas, MIG) или восстановительный (metal active gas, MAG) газ. Это необходимо, иначе аппарат инвертор не сможет создать шов. Проволока подается по оси горелки, она же является электродом. Это справедливо только для самого конца проволоки, а основная часть тока идет по медной плетенке, которая окружает шланг для подачи проволоки и газа. На конце проволока проходит через контактную втулку? по которой стекает весь ток.
Существуют проволоки, выполненные в виде трубки с флюсом внутри. В таком случае газ может не понадобиться, но цена такого расходного материала, очевидно, будет совсем немаленькой.
Электропривод согласован с режимом сварки и работает синхронно. Толщина проволоки относительно невелика, поэтому она достаточно легко проходит по кабелю. Тем не менее именно то, что кабель-шланг еще вынужден транспортировать проволоку, не позволяет делать его слишком длинным, а вовсе не «сечение меди и ее расход». Обычно длина кабеля инверторного сварочного полуавтомата ограничена 2–2.5 метрами.
Выбор аппарата
Функционально все аппараты достаточно близки. Некоторое время рынок играл «наворотами», но теперь это сходит на нет. Себестоимость контроллеров и их программного обеспечения не настолько высока в наше время, медь стоит гораздо дороже. Поэтому выбирать аппарат лучше всего, ориентируясь на его мощность. Для домашнего использования в целях сварки алюминия наилучшим образом подойдет однофазный аргонно-дуговой аппарат мощностью в 2–3 кВт. Это обеспечит сварочный ток в 160–210 А и будет вполне достаточно для всех толщин швов, какие только могут попасться в бытовых условиях.
Лучше предпочесть солидного производителя из стран Западной Европы или США. Это недешево, но такой аппарат практически никогда не подведет и будет прощать своему владельцу даже серьезные ошибки, конечно, при бережном обращении. Китайский или российский аппарат при небольшой цене будет не особенно надежным, так как для этих производителей характерно маниакальное стремление к снижению себестоимости. Хорошо сработаться с таким аппаратом может только виртуоз.
Советы по эксплуатации
Поскольку инверторный полуавтомат является сложным и небезопасным устройством, то сварщик должен полностью и добросовестно изучить руководство по эксплуатации до начала работы, никогда не действуя «методом тыка» и не слушая ничьих советов, кроме тех, что есть в оригинальной инструкции по эксплуатации от его модели.

Независимо от производителя не следует работать аппаратом при сильно пониженном напряжении сети, так как это влечет за собой слишком высокую нагрузку на силовую часть инвертора. Качественный инвертор сам отключится при перегреве, а дешевая модель просто сгорит с последующим дорогим ремонтом.
Не следует также ни в коем случае допускать попадания внутрь корпуса пыли и стружек, особенно металлических. А это легко может произойти если аппарат располагается рядом с каким-нибудь работающим инструментом, ведь охлаждение инвертора происходит с принудительной вентиляцией через его корпус. Металлическая пыль, окалина или стружка почти наверняка выведет из строя электронику или силовую часть аппарата.
А также следует выдерживать рабочий цикл. Бытовые аппараты обычно не рассчитаны на непрерывную работу. Они могут использоваться в повторно-кратковременном режиме. В инструкции по эксплуатации обязательно указывается максимальное время непрерывной работы и последующая пауза для охлаждения оборудования. Если владелец заинтересован в безотказной работе своего аппарата, то он должен обязательно выдерживать предписанный производителем режим.
 Когда аппарат «отдыхает» его вентилятор продолжает работать и ускоряет охлаждение, так что совсем выключать его не следует. Способы, какими инверторы предупреждают оператора о необходимости сделать «перекур», различны, но в основном надо ориентироваться на световой сигнал на панели управления. Аппараты не отключаются внезапно, чтобы не прерывать шов, но заранее начинают подавать сигнал сварщику.
Когда аппарат «отдыхает» его вентилятор продолжает работать и ускоряет охлаждение, так что совсем выключать его не следует. Способы, какими инверторы предупреждают оператора о необходимости сделать «перекур», различны, но в основном надо ориентироваться на световой сигнал на панели управления. Аппараты не отключаются внезапно, чтобы не прерывать шов, но заранее начинают подавать сигнал сварщику.
Нельзя сминать и перегибать кабели с большой силой. Периодически следует снимать кожух полностью отключенного инвертора и тщательно очищать его от пыли щетками и пылесосом. Если внутрь попала влага, инвертор следует немедленно отключить и включать его только после качественной сушки. Категорически следует избегать попадания внутрь растворов солей, кислот или щелочей.
При работе зимой, если аппарат был на морозе, его следует сначала подогреть и подсушить до условий того помещения, в котором предстоят работы.
В наше время также популярным видом оборудования является — компрессор. Компрессоры – это устройства, которые необходимы почти во всех областях промышленности. Этот сайт с каталогом имеет широкий выбор оборудования, без покупки вы точно не уйдете!
